



 扫一扫
扫一扫
新策钢管有限公司在激烈的市场竞争中,能实现稳步发展,靠的是以市场为导向,以质量为生命,以技术创新为依托。研究 青岛液压油缸管厂家、市场的同时,不忘抓质量,并以不断的资金投入,确保技改项目的成功实施,从而提高了 青岛液压油缸管厂家、产品质量,扩大了市场份额。市场经济不同情弱者,但也不会倾情于鲁莽,面对企业的生存竞争,更多的是依靠理性和智慧。以 青岛液压油缸管厂家、产品质量赢得市场。
45号绗磨管-精密管厂家量大从优")
45号绗磨管-精密管厂家量大从优")
45号绗磨管-精密管厂家量大从优")
45号绗磨管-精密管厂家量大从优")
45号绗磨管-精密管厂家量大从优")
45号绗磨管-精密管厂家量大从优")
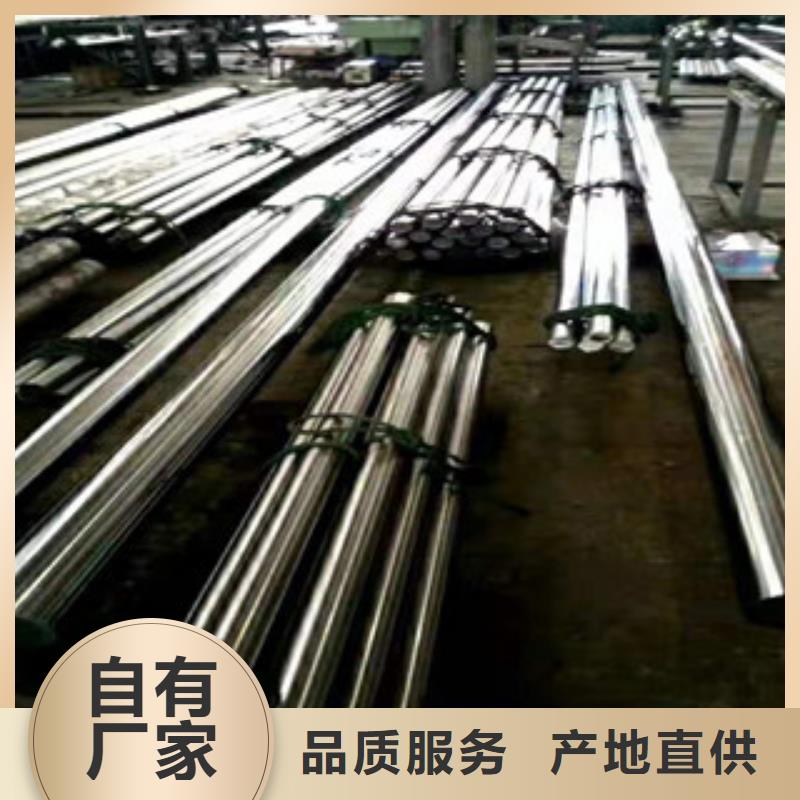
冷拔(轧)无缝绗磨钢管的轧制方法较热轧(挤压无缝绗磨钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔再坯管,专门的热处理。热处理后,就要被矫直。钢管经矫直后由传送带送至金属水压实验进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
无缝绗磨管工艺流程
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装
45号绗磨管-精密管厂家量大从优")
45号绗磨管-精密管厂家量大从优")
45号绗磨管-精密管厂家量大从优")
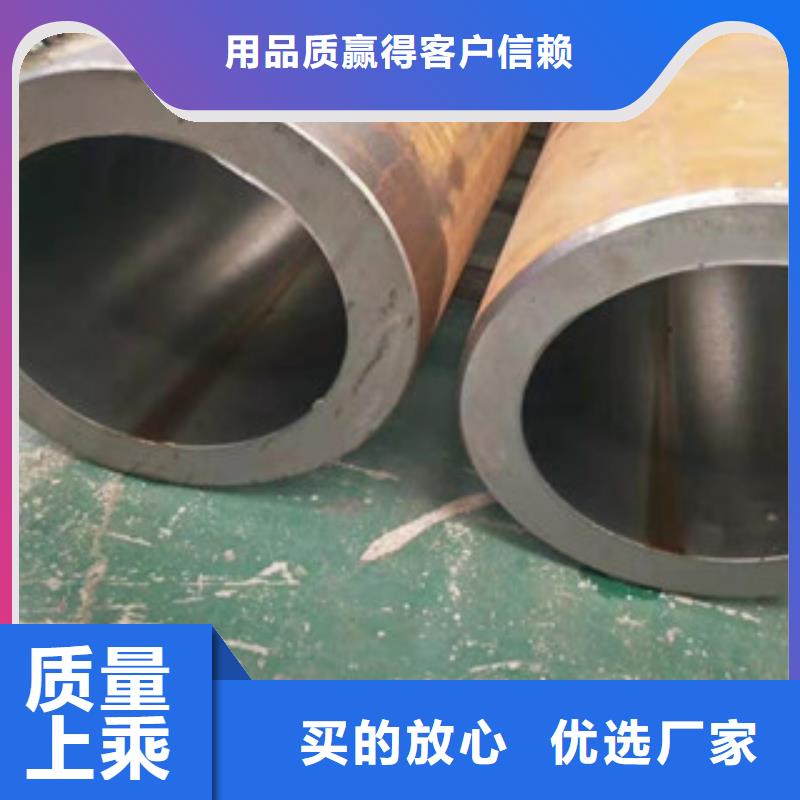
一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。珩磨机油石工作压力对珩磨切削性能影响很大,直接影响切削效率、珩磨油石磨损量和工件精度与粗糙度。当珩磨工作压力大时,珩磨切削量和珩磨油石磨损量都大,加工精度和表面粗糙度也差。珩磨工作压力小时,切削量和珩磨油石磨损量都小,加工精度和表面粗糙度则好
大口径绗磨管的生产一般要讲过复杂的过程和严格的检验才能出产,因为它是用于各种机械零件的生产上,所以对于油缸管精度要求很高。随着科技的不断发展,油缸管生产工艺在不断的进步完善,对于油缸管生产效率的提高有很大的促进作用。
2019/10/6 9:24:27 点击:13
厚壁油缸管目前公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10.内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#—45#、16Mn, 27SiMn及部分低合金钢.标准GB8713-88。 绗磨生产主要设备:350吨全液压预应力高精度冷拔机和150吨各1台,拔机 行程12米, 拔制力为350吨。并有立式珩磨机2台,卧式珩磨机2台。
45号绗磨管-精密管厂家量大从优")
技术支持:cnwbgg.com